1374
1374

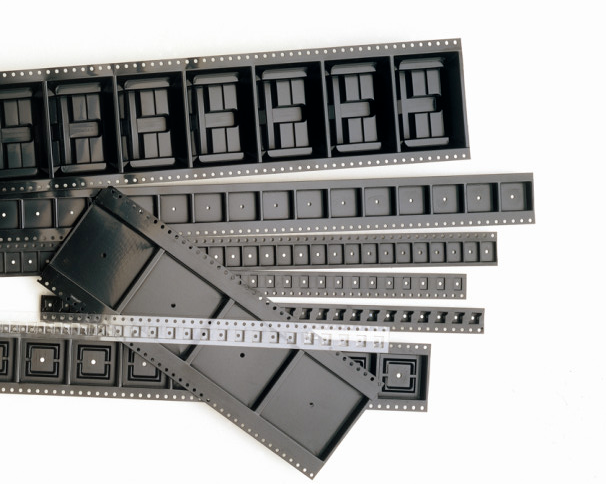
吸塑是将PVC、PS、PET等树脂片在吸塑成形机中经过加热、真空成形、冷却等过程,使之按照模具的形状成形,然后在冲床上用刀模冲压成单个产品,最后再经过折边、冲孔等工艺制成的包装产品。这种包装产品具有材料便宜、工艺简单、投入少、利润可观的特点,适合包装小型日用品、小电器、玩具等商品,不适合对缓冲性要求高、产品较重的产品进行包装。
一
吸塑产品的主要生产工艺
吸塑产品的主要生产工艺包括起模、拉片、冲床、折边、冲孔、包装等,以下就分别来介绍。
当客户确认样品后,由打样用的石膏模作为母模,电镀铜后,按照一定的数量和位置制成生产用的模即为起模。
常规的模分三种:石膏模、铜模、铝模。其中石膏模主要用于打样,一般不能做批量生产使用,其制作时间一般为24小时。铜模为石膏模电镀一层铜,强度和耐磨性增强,成本不高,为生产最常用的模,一般制作周期为100小时,最少为3天时间,使用寿命约10万个。当数量达到100万个以上时可制作铝模,铝模由纯铝制作,成本高、需上机加工,一般制模时间为3天。
铝模生产质量好、散热快、产品精度高、使用寿命长,如客户对产品要求精确,铜模不能达到精度要求时,即使数量少也须做铝模。
吸塑机将原材料卷材经吸塑成形机加热、真空吸塑成形、冷却后,自动裁成既定尺寸,这道工序是吸塑的最主要工序。拉片的长度根据实际需要,在600~1170mm之间。不同的材料、不同的厚度,对温度的调节要求也不一样,需要开机人员有相当的经验。拉片的调机测试一般为3张。吸塑机每进一次的长度称为拉片长,可根据排模长度来定。
拉片出来的一般为多个产品(按照模具排的数量),需要用刀模在冲床上冲成单个产品,这种工序叫冲床。
对于一些需将吸塑产品两边或多边的边角折过来以插上纸卡的产品来讲,需加此工序。此工序由折边机完成。
如客户有特殊要求,要在吸塑上穿孔时添加此工序。
吸塑产品包装一定要注意,根据客户要求的严格程度、产品的材料、形状等确定合适的包装方式。如客户无特殊要求,可采用装箱、装胶袋的方式。对于白色或色彩较鲜艳的、摩擦易花或不能粘上灰尘、手印的产品,常在生产时戴手套。
二
吸塑材料
常用的吸塑材料有PVC(约占50%,密度为1.36g/cm3)、PS(约占30%,密度为1.06g/ cm3)、PET(约占10%,密度为1.39g/ cm3)、PP(约占10%,密度为0.92g/ cm3)。
其中PVC最大的厚度一般为0.8mm,PS一般可达1.2mm,超过此厚度的胶片难拉,容易造成设备的损伤。
材料的颜色一般根据客户的要求来确定,一般需提供如PANTON色标、跟色稿、拆色标准等,也可由客户规定大致的颜色,根据产品库存提供给客户颜色。如客户无要求,一般可以使用无色透明、最易生产的材料。如订购有颜色片材,一般需达到2t以上才可订做。有颜色材料的密度比透明材料大。植绒材料一般选用密度较小的PS料。
如果密度大,拉伸后易产生部分面上无绒。一般颜色较鲜艳的材料较易生产,对包装的要求不高。浅色的材料刮伤容易看出,对包装要求得严格。一般植绒材料需防止刮伤、压痕,当产品套在一起时,接触紧的地方易产生摩擦而发白。诸如此类的地方,包装时须特别注意,如要求严格,则考虑采用装胶袋、隔拷贝纸等方法保护。植绒材料一般按照长度(米数)来订料。
材料的特性一般还有防静电性。防静电材料通过浸泡或加入防静电成分两种方式制得,后种方式防静电性能持久。防静电材料的静电值一般可达106~1012Ω。此外还有环保性,其中APET最环保,PVC可回收。一般来说,材料越厚,需加热的时间越长,生产的速度越慢;材料越薄,生产的速度越快,但一卷的长度也越长。
三
吸塑模具
吸塑模具可分为下模、上模、刀模,以下分别进行介绍。
下模是吸塑生产中必不可少的模具。根据制作工艺和材料的不同,可分为石膏模、铜模、铝模。当客户提供样品、图纸或实物时,需要制作加样的石膏模。石膏模由石膏粉加水后定以一定的形状,脱水后变硬制成模具。需要诸如石膏粉、钻头、砂布、木板等材料和工具。因为是手工制作,对于图纸而言,会产生2mm左右的偏差。石膏模制成后可以直接打样,不适合大批量生产。
石膏模可以在成形后进行修改,一般改小比改大容易些。客户确认样品后,可由打样的石膏模为种模(母模),根据生产的需要排出多个子模来。子模的尺寸与种模偏差不会很大,一般在0.5mm左右。下模制成后需固定在约8mm厚的五合板上,等生产时装在模盆上即可。经过加热后的片材经过模具时,被真空泵抽气吸引,贴在下模上,即可制成与下模形状一致的产品。
有时仅靠真空吸力不足以使产品成形,需要施加一定的外力,即可做上模。上模并不是所有产品都必需的,而是根据生产的需要而定。当试机时,吸塑成形不好需要上模时,开机师傅根据形状制作上模。上模的材料一般为铁或木,与产品接触面需包上较软的海绵或绒布。
一般的吸塑一模开多个,在成形后,需要根据产品的尺寸和形状裁成成品,而裁成成品的工序即为冲床,所用的模具即为刀模。刀模根据材料和制作工艺的不同可分为三种:铁刀、木样刀、激光刀模。其中铁刀较厚,一般可做成形状较规则的刀模,如矩形、椭圆形等形状,不适合做太过弯曲的形状。
木样刀所用的刀片即彩盒用的啤机刀模,需要根据产品的高度叠加一定的层数,有时还要垫下垫。对于要求精度较高的刀模,可制作激光刀模,与木样刀相类似。刀模做成后,需要定位的产品一般还要在刀模中固定一个成品,在冲产品时方便定位。不需要定位的产品,如无边的吸塑产品,一般用铁刀做刀模。
四
尺寸及公差
吸塑尺寸的得来可分为三种:按照客户样品复制(制模叫复模)、根据图纸制模、根据实物自行设计。因为吸塑的形状一般根据实物定制,故形状多不规则,图纸制作时有很多尺寸不准确或不能标注出,故根据图纸制作时存在的偏差较大。为准确起见,一定要配以实物试装。根据样品复模制作的产品,尺寸偏差不大。
一般厚度公差为0.1mm,产品偏差为±2mm。公差产生的原因主要有:
1.手工起模时造成的偏差。此偏差一般小于2mm。
2.种模复制子模时产生的偏差。此偏差较小,一般小于0.5mm。
3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。
4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度变得越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。
以上原因中,第一条是造成尺寸公差的最主要原因,但因模具可以修改校正,故吸塑的偏差一般可控制在2mm以内。
需要特别说明的是,材料厚度比成品厚度小两个号(0.05mm)。虽说存在当成品表面积比材料表面积大得多时,成品的厚度会比材料的厚度小得更多,成品表面积比材料表面积大得多,成品的厚度会比材料的厚度小得多这些现象,但总体上来说,一般差距为0.05mm。吸塑是很明确的“量体裁衣”的产品,如要尺寸合适,必须取实物来试装。
五
拔模斜度
凡用模具冲压成形的产品均需要在设计时设置拔模斜度,吸塑也是同样。一般吸塑的拔模斜度为3°。拔模斜度会造成上表面的尺寸比下表面的尺寸小,如吸塑放在一个盒子内,上表面与盒壁之间会有间隙。
当拔模斜度相同时,间隙的大小与高度有关,计算公式为:
d=h×tgθ
式中
d——每边间隙大小;
h——吸塑的高度;
θ——拔模斜度,一般为3°。
2d即可表示上表面与下表面的间隙差值。当拔模斜度为3°时,表2-1为高度与间隙速算表:
表2-1 高度与间隙大小的速算表
六
排模与定料
排模指将模具排列在模盘上,并且固定好。模与模之间的距离随产品的高度而定。常规是模与模之间的距离等于模的高度,模与模盘四边的距离等于模的高度除以2。模的高点指的是模的最高点。产品的高度指的是产品最高的尺寸,见图2-1,h1、h2均不是产品的高度,最大的h才是产品的高度。
图2-1 产品高点与拔模斜度
排模时宽度一定排好到边,长度可多可少,但最多不超过1120mm,最少不低于600mm,在600~1120mm之间,越长越好。APET材料的排模个数不能太多,在600~800个之间。模盘宽加50mm等于用料宽,排模长加50mm等于拉片长。见图2-2。
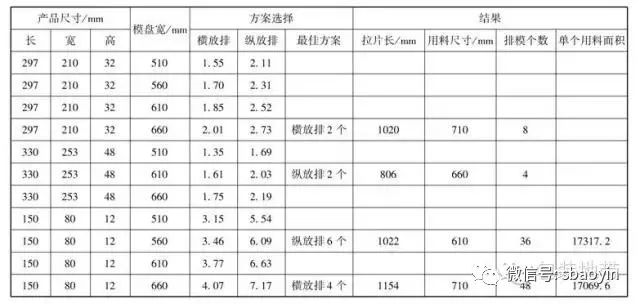
例:一款吸塑的尺寸为297mm×210mm×32mm(长×宽×高),请确定排模个数及用料情况。
图2-2 排模示意图
1.分析可选用的模盘宽及料宽:产品可分为横放和纵放,分别用510mm、560mm、610mm、660mm四种模盘宽度除以产品的长与高度之和,得出最节省料的模盘宽度和排模方案。最佳方案为用660mm模盘横放排2个,则其用料宽度即为710mm。
2.确定拉片长:用1120mm的最大拉片长度除以宽度与高度之和,所得数值取整数即为可排的最多个数4,可排最多个数×(宽度+高度)+50mm=1020mm,1020mm即为拉片长度。
3.计算排模的个数:横放2个,竖排4个,故此产品的排模个数为8个。通过上述记算,可知此款吸塑的排模方法为:用660mm×1120mm的模盘,用710mm的胶片,拉片长为1020mm,可排8个产品。
表2-2为排模示案选择示例。
表2-2 排模



长按屏幕识别二维码
打开手机扫描二维码